
نحوه کار با اتو لوله و نکات آن
از جوشکاری در صنعت برای اتصال دو قطعه استفاده میشود. جوشکاری انواع و روشهای مختلفی دارد که بسته به محل جوشکاری، مواد و اندازه لوله متفاوت است برای مثال در جوشکاری لولههای فولادی در فضای باز و نصب لوله در کانالها معمولا از جوشکاری الکترود دستی (SMAW) استفاده میشود.

حتما جوشکاری پلاستیک به گوشتان خورده، وقتی صحبت از «جوشکاری» است ناخودآگاه شخصی را تصور میکنیم که مشغول اتصال دو قطعه فلزی به همدیگراست اما باید در نظر داشت که تنها فلزات نیستند که به هم جوش داده میشوند و از جوشکاری برای اتصال لولههای پلاستیکی هم میتوان استفاده کرد یعنی دو پلیمر ترموپلاستیک در سطح مولکولی به هم متصل میشوند. از دستگاه اتو لوله برای اتصال لولههای پلاستیکی با استفاده از قالبهای نر و ماده با اعمال گرما استفاده میشود. جوشکاری لولههای ترموپلاستیک درست مانند جوشکاری فلزات سه مرحله دارد: پرسکردن مواد به همدیگر، گرمکردن و خنککردن.
روشهای جوشکاری پلاستیک
برای جوشکاری مواد ترموپلاستیک از شش روش مختلف استفاده میشود. انتخاب بهترین روش به نوع پلاستیک، اندازه و شکل قطعاتی که به هم جوش میخورند و زمان انجام کار (یعنی زمانی که تجهیزات بدون نیاز به خنک شدن کار میکنند) وابسته است. هر روشی مزایا و معایب خاص خود را دارد پس در ابتدا باید هدف نهایی و کیفیت قطعات پلاستیکی را بررسی کرده سپس روش مورد نظر را انتخاب کنید.
جوشکاری اولتراسونیک
در این روش میزان انرژی بالایی از میان قطعات پلاستیکی در حال اتصال منتقل میشود به همین دلیل برای پلیمرهای متنوعی قابل اجرا است. البته باید این نکته را در نظر بگیرید که بیشتر اتصالات همپوشان هستند.
جوشکاری لیزری
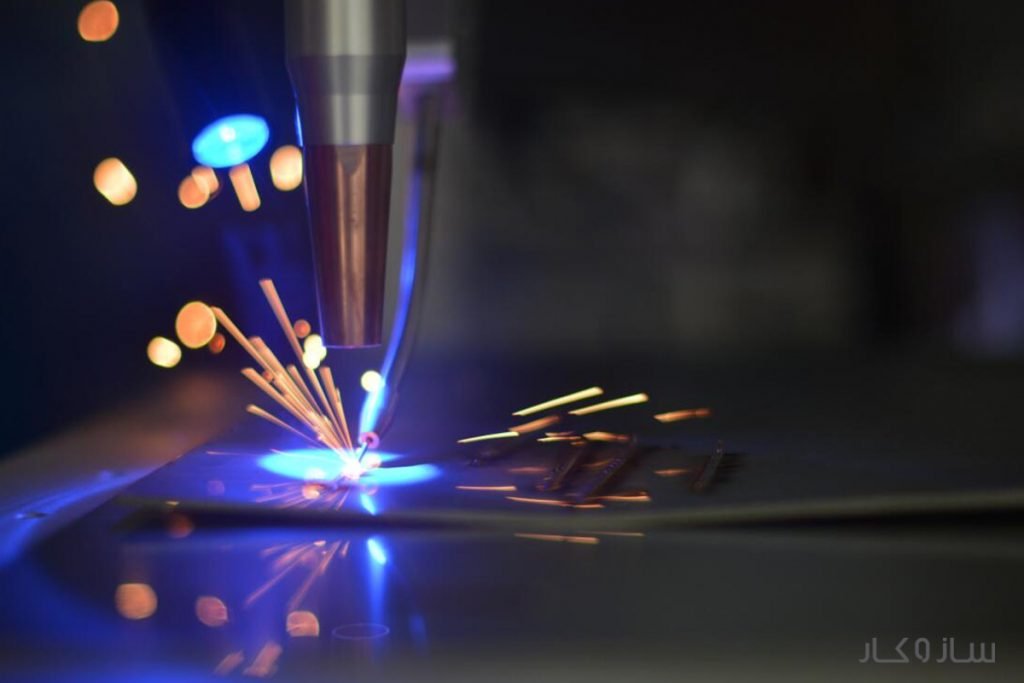
اشعه لیزر از یک قطعه عبور کرده و به قطعه اتصال میرسد و پلاستیک با تابش لیزر و حرارت ایجاد شده ذوب میشود. جوش ایجاد شده با جوشکاری لیزری بسیار تمیز است. از این روش برای گرم کردن سطوح بزرگ استفاده میشود و یکی از سریعترین روشهای جوشکاری پلاستیک است.
این روش به اشعه نیاز دارد به همین دلیل بدون آموزش نمیتوان آن را انجام داد.
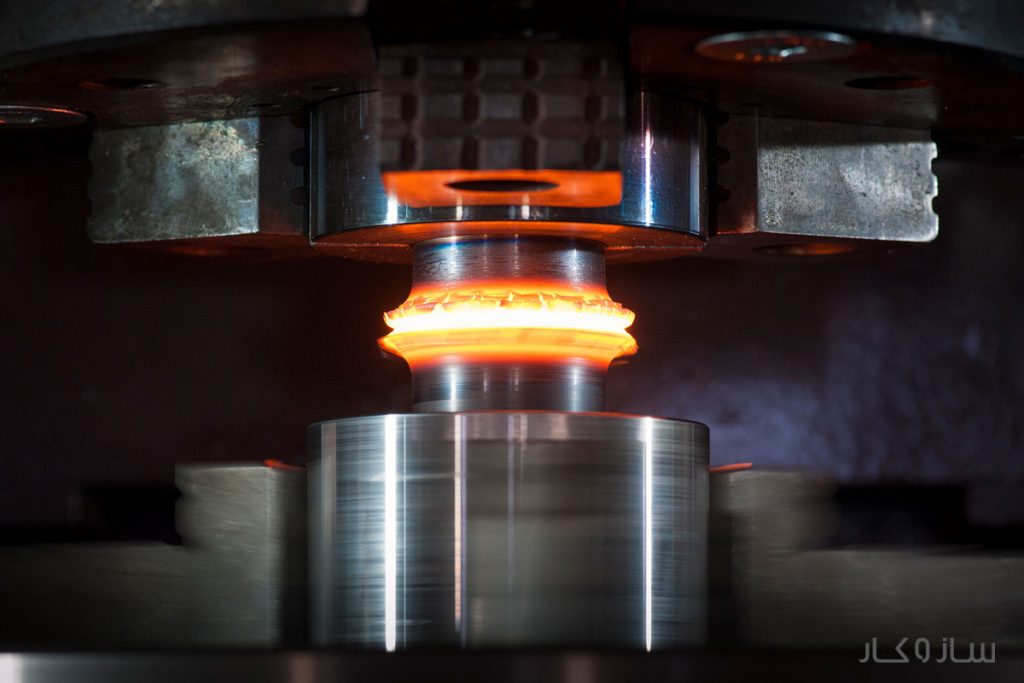
جوشکاری ارتعاشی خطی
جوشکاری ارتعاشی خطی با راندمان انرژی بالا و با حرارت حاصل از اصطکاک روی دو قطعه پلاستیکی مجزا که قرار است به هم متصل شوند، عمل میکند. یک بخش از لوله به قطعهای که روی آن وصل شده فشار میآورد و حرکت میکند سپس فشار بیشتری وارد میشود و هر دو قسمت لوله با کاهش دما سرد شده و به یک قطعه جامد تبدیل میشوند.
جوشکاری ارتعاشی اوربیتالی

در این روش هم از اصطکاک برای ایجاد گرما در قطعات اتصال استفاده میشود. این روش برای جوشکاری اشکال نامنظم مناسب است چون حساسیت بالایی دارد؛ به همین دلیل برای تمام جوشکاریها مناسب نیست.
جوشکاری دورانی
جوشکاری دورانی روشی بسیار ساده بوده و به آموزش چندانی نیاز ندارد. در این روش هم از گرمای حاصل از اصطکاک برای اتصال پلاستیکها استفاده میشود. حداقل یکی از قطعات باید گرد باشد و لازم است قبل از پایان جوشکاری آمادهسازی قطعات انجام شود.
جوشکاری صفحه داغ
در این روش صفحه حرارتدیده برای داغ کردن پلاستیکها استفاده میشود و در جوشکاریهای بسیار پیچیده به کار میرود و حتی قطعات منحنیشکل با این روش قابل جوشکاری هستند. جوشکاری صفحه داغ چرخه بسیار کوتاهی دارد و نمیتوان از آن برای مواد نازک استفاده کرد هم چنین باید این نکته را هم در نظر بگیرید که این روش بسیار گران قیمت است.
انواع اتو لوله کشی

سوکت فیوژن
این روش به آموزش چندانی نیاز ندارد و به سرعت انجام میشود. نحوه کار به این شکل است که عمق لولهها پس از برش علامتگذاری میشود سپس لولهها گرم شده و به هم پرس میشوند و در آخر لولهها سردشده و اتصال ایجاد میشود.
بات فیوژن

این روش برای لولههای قطور کاربرد دارد. لولههای سبز با اتصالات ساده به هم جوش میخورند و در سیستمهای آب و فاضلاب استفاده میشوند. نحوه کار با اتو لوله سبز به این شکل است که در آن از سیستم جوشکاری صفحه داغ و پرس لولهها برای ایجاد اتصال استفاده میشود سپس لولهها سرد میشوند.
قطر لوله و ضخامت دیواره فاکتور موثری در تعیین زمان جوشکاری و خنک شدن هستند.
الکتروفیوژن

در این روش از اتصالات قالبی حاوی یک سیم پیچ گرمایش الکتریکی استفاده میشود. نحوه کار با اتو لوله کشی به این صورت است که انتهای لولهها وارد سوکتها شده و با گیره بسته میشوند. در مرحله بعد جریان الکتریکی در زمان معینی از سیم پیچ عبور میکند، پلاستیک گرم شده و حرارت به دیواره لوله منتقل میشود. این روش در فضاهای محدود یا در جاهایی که حرکت جانبی لوله امکانپذیر نیست، به کار میرود.
تنظیم درجه حرارت اتو لوله
دمای مناسب اتو لوله بسته به شرایط محیطی متفاوت است و با توجه به جنس، قطر و سایز متفاوت لولهها تغییر میکند. از لولههای سفید پلیپروپیلن در لولهکشی پکیج استفاده میشود و برای جوشکاری لولههای پلیپروپیلنی دما در بازه 305-300 درجه سانتیگراد تنظیم میشود. نحوه کار با لولههای سفید پروپلین به این صورت است که لازم نیست سر لوله و سر رابط را وارد قالبهای اتو کنید و تنها کافی است دو سر لوله روی المنت حرارت ببینند و به هم متصل شوند. بازه دمایی مناسب در مورد پی وی سی بین 370 -300 درجه سانتیگراد، برای LDPE حدود 270 درجه و HDPE حدود 300 درجه سانتیگراد است. تنظیم دما با توجه به نوع اتوهای مختلف و دستورالعملهای شرکت تولیدکننده متفاوت است.
نحوه کار با اتو لوله

لولههای PVC متداولترین انواع لولههای غیر فلزی مورد استفاده در ایالات متحده هستند اما از PP-R (کوپلیمر تصادفی پلیپروپیلن) بهعنوان ماده استاندارد لولهکشی در بیشتر نقاط دیگر جهان استفاده میشود. اتصالات PPR به جای سیمان پی وی سی با کمک ابزار همجوشی خاصی به نام اتو لوله سبز گرم و سپس ذوب شده و به قطعه واحدی تبدیل میشوند. اگر از دستگاه درست استفاده شود، لولههای جوشخورده نشتی نخواهند داشت. این کار در چند مرحله انجام میشود:
مرحله اول: گرمکردن دستگاه فیوژن و آمادهسازی لولهها
از سوکتهای با سایز مناسب برای ابزار فیوژن استفاده کنید. بیشتر دستگاهها جفت سوکت نر و ماده در سایزهای مختلف و مطابق با قطر لوله دارند. بیشتر این ابزارها به یک پریز استاندارد 110 ولتی وصل میشوند.همزمان با گرمشدن اتو لوله با استفاده از اره باید لوله را به طول دلخواه علامتگذاری کرده و ببرید سپس قطعات برشخورده را با پارچه و مایع پاککننده تمیز کنید. در مرحله بعد عمق جوشکاری را در انتهای اتصال لوله علامتگذاری کنید و صبر کنید اتو لوله تا دمای مورد نظر گرم شود. اگر دستگاه مانیتور ندارد باید با دماسنج مادون قرمز دمای آن را بخوانید.
مرحله دوم: گرمکردن لوله و تراز کردن آن با دستگاه
از پوست خود در برابر اتو لوله داغ محافظت کنید. قبل از شروع کار از دستکشهای ساق بلند و مقاوم به حرارت استفاده کنید. برشهای لوله را مستقیما با فشار به سوکتهای مربوطه هدایت کنید و لوله را وارد سوکت ماده کنید تا به علامتی که برای عمق مشخص کرده بودید، برسید. سر رابط را وارد سوکت نر کنید تا به خط مشخصشده روی سوکت برخورد کند سپس لولهها را گرم کنید.
اگر دستگاه تایمر گرمایشی دارد، آن را روشن کنید. معمولا دستگاههای اتو لوله کشی تایمرهای داخلی دارند و مشخص میکنند که لولهها چه موقع باید از سوکت جدا شوند و پس از اینکه لولهها گرم شدند، آنها را مستقیما از سوکت خارج کنید.
مرحله سوم: ترکیب لولهها و تبدیل به یک قطعه واحد
قطعات لوله را وارد همدیگر کنید تا به هم متصل شوند. قطعات لوله ذوب شده را 30 ثانیه داخل همدیگر نگه دارید. ظرف 30 ثانیه قطعات خنک شده و یک لوله واحد تبدیل میشوند سپس ده تا پانزده ثانیه صبر کنید تا لولهها خنک شوند و بعد از این مرحله میتوانید از آن استفاده کنید.
امیدواریم با خواندن این مقاله اطلاعات کلی و مفیدی درباره نحوه کار با اتو لوله سفید، سبز و … به دست آورده باشید. اگر برای خرید اتو لوله نیاز به اطلاعات بیشتری دارید میتوانید به وبسایت سازوکار مراجعه کنید یا از طریق تماس تلفنی با کارشناسان خبره مشاوره کنید. هم چنین میتوانید تجربیات و نظرات خود را در بخش دیدگاه با ما به اشتراک بگذارید.
سوالات متداول
کاربردهای اتو لوله چیست؟
از اتو لوله برای اتصال لولهها به همدیگر و لولهها به اتصالات استفاده میشود.
انواع اتو لوله کشی و نحوه کار آن چیست؟
سوکت فیوژن، بات فیوژن و ااکتروفیوژن




باسلام و احترام وسپاس فراوان از راهنمایی
خوب شما عزیزان.فقط اشاره نفرمودیدچه مدت زمان بایدلوله واتصالات داخل سوکت گرم بشود. بازهم ممنونم
سلام. معمولا با توجه به قطر لوله، شرکت سازنده آن و دمای اتو لوله، زمانی که اتصالات باید داخل سوکت بمانند متفاوت است.هر چه قطر و ضخامت لوله بیشتر باشد زمان بیشتری برای آن لازم است. این زمان بین ۴ تا ۱۰ ثانیه متغیر است.